联系人:孙 涛
手 机:138 0510 5566
邮 箱:andy@ycggc.com
电 话:0515-89810196
传 真:0515-88335552
网 址:www.jztubes.com
地 址:盐城环科城宝瓶湖路303号

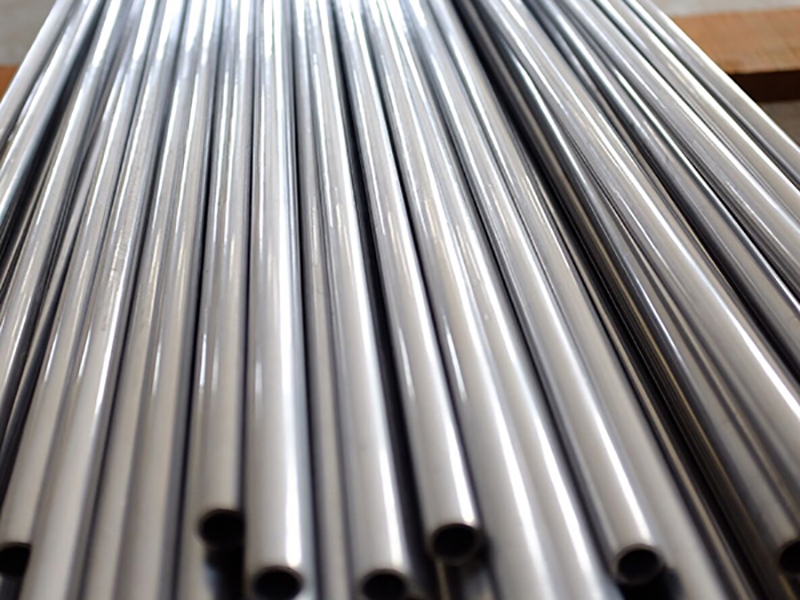
专业传动轴钢管在机械制造行业中一直属于老生常谈的问题,很多设计的制造,零部件的选取都离不开无缝钢管的支撑。其实在选择传动轴钢管加工时,很多的采购商都希望找到一家性价比好的钢管厂家,简单的来说,就是物美价廉,没有考虑到综合因素。一般厂家的选择,我们不应该以价格作为衡量厂家制造实力的标准,我们首先需要对厂家进行综合性的验厂,工厂的生产实力,研发定制能力,售后团队等等,当综合性的条件可以通过之后,根据我们需要钢管的各项要求,需要的工序步骤,在进行跟生产和销售人员进行价格协调处理,综上所述,是基本的选择较好厂家的步骤,希望能够帮助目前还在寻找钢管厂家的采购方,解决选择的困难。

专业传动轴钢管现如今的需求量越来越大了,但是人们对它的发展历史还是知之甚少,传动轴钢管加工自生产以来也才一百年左右的历史。德国人首先发明二辊斜轧穿孔机,然后又发明周期轧管机,在一九零三年瑞士人施蒂费尔发明自动轧管机,以后又出现了连续式轧管机和顶管机等各种延伸机,开始形成近代无缝钢管工业,二十世纪三十年代由于采用了三辊轧管机,挤压机,周期式冷轧管机,改善了钢管的品种质量,六十年代由于连轧管机的改进,三辊穿孔机的出现,特别是应用张力减径机和连铸坯的成功,提高了生产效率,加强了无缝钢管与焊管竞争的能力。七十年代无缝钢管与焊管正并驾齐驱,世界无缝钢管产量以每年百分之五以上的速度递增,中国一九五三年后重视发展无缝钢管工业,已初步形成轧制各种大、中、小型管材的生产体系,铜管一般也采用锭坯斜轧穿孔,轧管机轧制,盘管拉伸工艺。致力于换热器无缝钢管的生产,在先辈们的基础上不断的创新,只求更好的创造出更实用的无缝钢管,为现代化工业时代尽着自己的绵薄之力。
肇庆传动轴钢管主要有浸渍酸洗法、喷射酸洗法和酸膏除锈法。一般多用浸渍酸洗法,大批量生产中可采用喷射法。专业传动轴钢管钢铁零件一般在 10%~20%(体积)硫酸溶液中酸洗,温度为 40℃。当溶液中含铁量超过 80g/L,硫酸亚铁超过 215g/L 时,应更换酸洗液。常温下,用 20%~80%(体积)的盐酸溶液对钢铁进行酸洗,不易发生过腐蚀和氢脆现象。由于酸对金属的腐蚀作用很大,需要添加缓蚀剂。清洗后金属表面成银白色,同时钝化表面,提高不锈钢抗腐蚀能力。 为了消除硅藻土载体表面吸附,减少色谱峰拖尾,载体在使用前需进行酸洗或碱洗处理。酸洗是把载体用 6mol/L 盐酸浸煮 2h 或浓盐酸加热浸煮30min,过滤,用水洗至中性,烘干。酸洗可除去表面上的铁、铝、钙、镁等杂质,但不能除去硅醇基。酸洗载体适宜于分析酸性样品。

专业传动轴钢管现如今的需求量越来越大了,但是人们对它的发展历史还是知之甚少,肇庆传动轴钢管自生产以来也才一百年左右的历史。德国人首先发明二辊斜轧穿孔机,然后又发明周期轧管机,在一九零三年瑞士人施蒂费尔发明自动轧管机,以后又出现了连续式轧管机和顶管机等各种延伸机,开始形成近代无缝钢管工业,二十世纪三十年代由于采用了三辊轧管机,挤压机,周期式冷轧管机,改善了钢管的品种质量,六十年代由于连轧管机的改进,三辊穿孔机的出现,特别是应用张力减径机和连铸坯的成功,提高了生产效率,加强了无缝钢管与焊管竞争的能力。七十年代无缝钢管与焊管正并驾齐驱,世界无缝钢管产量以每年百分之五以上的速度递增,中国一九五三年后重视发展无缝钢管工业,已初步形成轧制各种大、中、小型管材的生产体系,铜管一般也采用锭坯斜轧穿孔,轧管机轧制,盘管拉伸工艺。致力于换热器无缝钢管的生产,在先辈们的基础上不断的创新,只求更好的创造出更实用的无缝钢管,为现代化工业时代尽着自己的绵薄之力。